

Steel High Speed Machining
This post is about a cute little steel part (yes, steel can be cute) that started as a quick brainstorming session in engineering and resulted in a cool finished product for a Saskatchewan electronics manufacturer. Even the smallest job at Lean Machine can involve all of management, engineering, administration, and of course our machining department. There are some pretty neat circular machining marks left on the part due to a unique machining method that we will explain below.

This part looks like it could be made from steel flatbar but here at Lean Machine we almost never use pre-cut shapes. This started as a laser cut blank off our HK Laser then we put it through our Haas VF4 mill and this is the resulting part. By not using pre-cut shapes we can reduce our inventory (as you can imagine we would almost never have the correct shape and qty in stock) and shorten our lead times because we can custom cut whatever we need out of a large plate.
Below is the difference between traditional machining vs high speed. The idea is to take smaller (thinner) cuts at a faster rate. We try to achieve a cut with the entire diameter and height of the cutter engaged in order to spread the chip load over the whole tool (instead of just the leading edge). High speed machining also gets super technical by trying to match your cutting frequency with the resonant frequency of the machine but we will leave the explanation of that for another post.

Here is a pretty accurate description of the old (we'll call it traditional to be nice) machining method vs the new better, faster way.
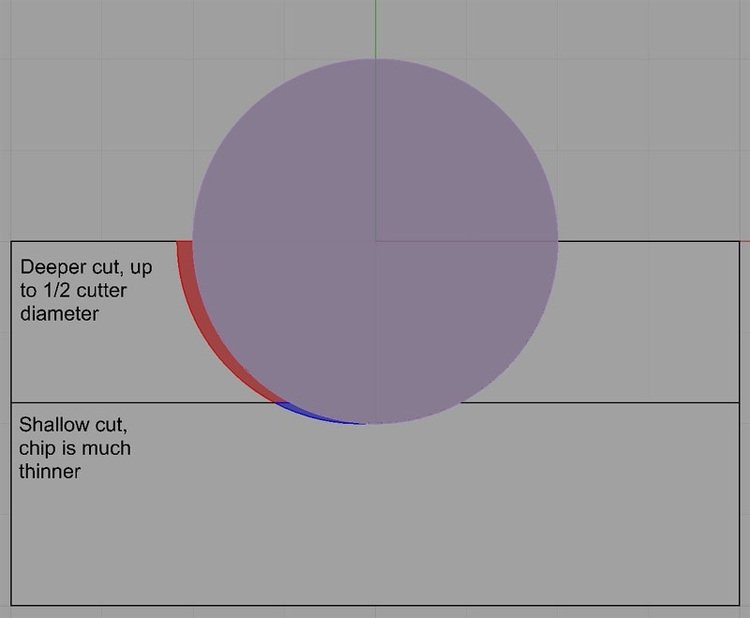
The top-down view of a cutting tool. By burying the cutter deep into the material you can take thin cuts that load the tool around more of the diameter which distributes the load evenly. Dropping the tool down into the middle of the material used to be a scary thing to do if you just tried to plow through as you would quickly overload the cutter and it would break. Now we can even use smaller (cheaper) tools because they spin faster to eject the chip (and the heat).

We use both MasterCam and Inventor HSM to complete our machine programs. This is a screen shot of what MasterCam calls "Dynamic Milling".